ABB机器人焊接当中,必须在机器人选项中包含有ARC焊接软件包,这样才能有相应的焊接焊接指令和焊接设定以及焊接生产屏幕,否则找不到对应焊接软件包相关功能指令。当然ABB机器人也可以不用焊接软件包,而直接通过IO和焊接机连接进行焊接,这里的IO可以参照焊接机IO针脚定义即可,机器人通过控制数字IO和模拟AO控制焊接进行焊接。
在ABB焊接当中,任何焊接程序都必须以ArcLStart或者ArcCStart开始,通常运用ArcLStart作为起始语句较多,任何焊接过程都必须以ArcLEnd或者ArcCEnd结束,焊接中间点用ArcL\ArcC语句,焊接过程中不同语句可以使用不同的焊接参数(SeamData和WeldData)。
2、ArcLStart——直线焊接起弧移动指令
用于直线焊缝的焊接开始,工具中心点线性移动到指定目标位置,整个焊接过程通过参数监控和控制。例如:
MoveJ Offs(pXX10,0,0,100), v1000, z50, Tregaskiss22deg;
ArcLStart pXX10, v1000, seam1, weld1, fine, Tregaskiss22deg;
说明:机器人使用移动指令MoveJ至PSBX10上方点位,在从上方点位精确移动至pSBX10点,在移动过程中不起弧,等机器人精确到达pSBX10之后机器人才起弧,即机器人精确的起弧点是pSBX10,而不是在其他地方就起弧。
3、ArcLEnd——直线焊接结束(收弧)移动指令
用于直线焊缝的焊接停止,机器人工具中心点TCP移动到指定目标点位置,整个过程通过参数监控和控制。例如:
ArcLEnd pXX20, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveL Offs(pXX20,0,0,100), v1000, z50, Tregaskiss22deg;
说明:机器人使用直线焊接指令ArcLEnd移动至pXX20,在精确到达pXX20点位位置以后,机器人才收弧,而在整个移动过程中机器人正常焊接。收弧后机器人移动到偏移pXX20正上方100mm处。
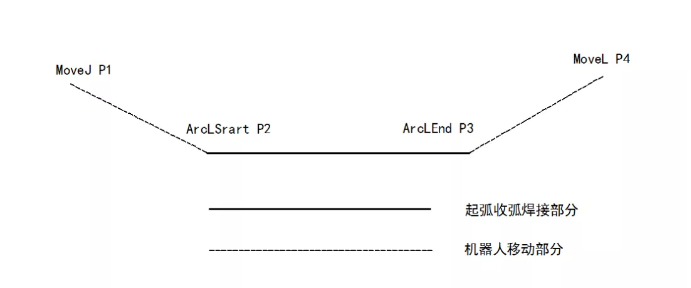
使用起弧ArcLStart和ArcLEnd指令程序如下:
PROC rXianxing2()
MoveJ p1, v1000, z50, Tregaskiss22deg;
ArcLStart p2, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcLEnd p3, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveL p4, v1000, z50, Tregaskiss22deg;
ENDPROC
焊接图形如下:
4、ArcL——直线焊接移动指令
ArcL用于直线焊缝的焊接,工具中心点线性移动到指定目标位置,焊接过程通过参数控制。如果焊缝比焊丝直径较大,则可以使用摆弧参数weavedata,属于可选变元。
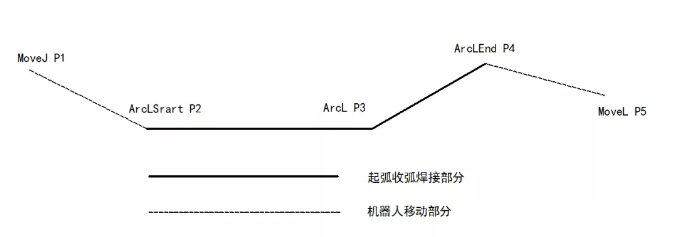
焊接程序如下:
PROC rXianxing2()
MoveJ p1, v1000, z50, Tregaskiss22deg;
ArcLStart p2, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcL p3, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcLEnd p4, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveJ p5, v1000, z50, Tregaskiss22deg;
ENDPROC
焊接图形如下:
5、AcrCStart——圆弧焊接开始移动指令
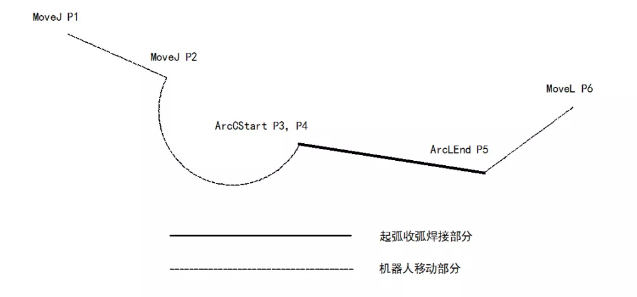
ArcCStart用于圆弧焊缝的焊接开始,工具中心点圆周运动到指定目标位置,整个焊接过程通过参数监控和控制。精确的起弧点在执行完移动后,例如:
焊接程序:
PROC rYuanStart1()
MoveJ p1, v1000, z50, Tregaskiss22deg;
MoveL p2, v1000, z50, Tregaskiss22deg;
ArcCStart p3, p4, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcLEnd p5, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveL p6, v1000, z50, Tregaskiss22deg;
ENDPROC
焊接图形:精确的起弧点在机器人移动到P4位置
6、ArcCEnd——焊接结束(收弧)移动指令
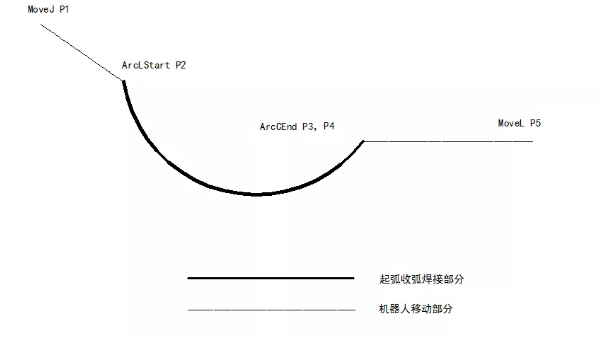
ArcCEnd是机器人焊接圆弧收弧移动指令,机器人精确的收弧点位为到达终点以后,不是圆弧的起点或者曲率点时候就收弧。例如:
焊接程序:
PROC rYuanEnd1()
MoveJ p1, v1000, z50, Tregaskiss22deg;
ArcLStart p2, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcCEnd p3, p4, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveL p5, v1000, z50, Tregaskiss22deg;
ENDPROC
说明:焊接的精确收弧点位圆弧终点P4,即机器人移动到P4点位以后灭弧。
焊接图形:
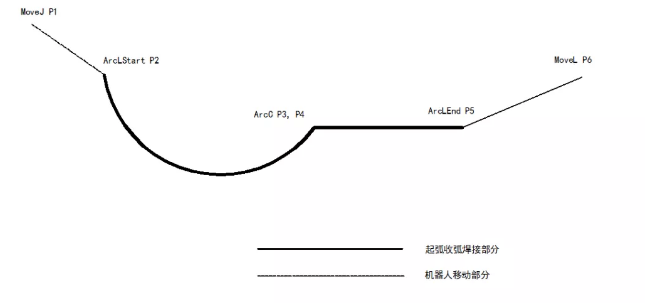
7、ArcC——圆弧焊接移动指令
ArcC用于圆弧焊缝的焊接,工具中心点线性移动到指定目标位置,焊接过程通过参数控制。如果焊接的焊缝比焊丝直径比较大,那么可以考虑使用摆弧参数weavedata。例如:
焊接程序:
PROC rYuanArcC()
MoveJ p1, v1000, z50, Tregaskiss22deg;
ArcLStart p2, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcC p3, p4, v1000, seam1, weld1, fine, Tregaskiss22deg;
ArcLEnd p5, v1000, seam1, weld1, fine, Tregaskiss22deg;
MoveL p6, v1000, z50, Tregaskiss22deg;
ENDPROC
焊接图形:
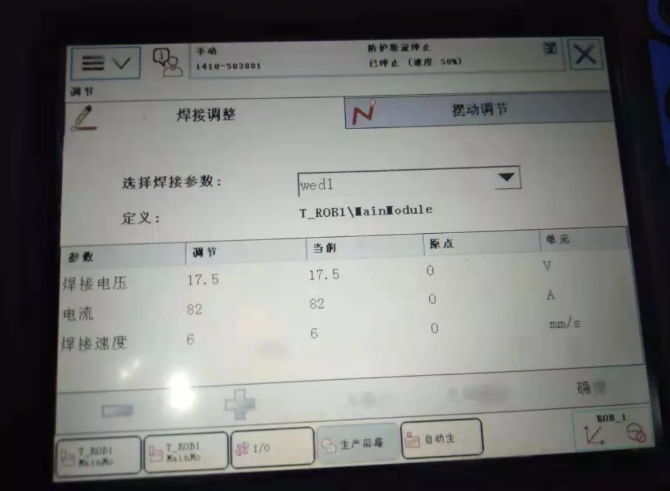
8、实物焊接
(1)焊接参数
(2)焊接程序
PROC rArcSJX()
MoveJ Offs(pArcSJX10,0,0,100), v1000, z50, tool1;
ArcLStart pArcSJX10, v1000, seam1, weld1, fine, tool1;
ArcL pArcSJX20, v1000, seam1, weld1, z10, tool1;
ArcL pArcSJX30, v1000, seam1, weld1, z10, tool1;
ArcLEnd pArcSJX10, v1000, seam1, weld1, fine, tool1;
WaitTime 0.5;
MoveL Offs(pArcSJX10,0,0,100), v1000, z50, tool1;
ENDPROC
(3)焊接图片(三角形)
(4)焊接视频


 狗仔卡
狗仔卡 发表于 2019-11-6 17:19:44
发表于 2019-11-6 17:19:44

 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 显身卡
显身卡