编者按:本篇是关于轮毂电泳线上下件的ABB机器人工作站方案分享,电泳线主链需在距机器人距离不超过30米地方可提供用于编码器安装的驱动减速机或张紧轮, 电泳线实现机器人全流程自主上件和下件。
一、项目需求
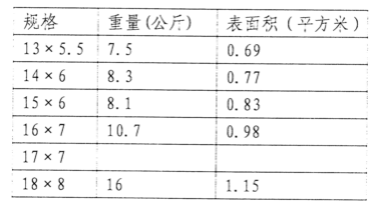
轮毂电泳线年产量为300万只,每天工作两班(16小时),其中20%(60万)只需要喷漆。 电泳线主链链条节距300mm,悬挂点节距600mm,链速3000mm/min。 轮毂直径为13-18英寸,宽度为4-8英寸,直径变化范围为358.2-471.2,厚度变化范围为126.25-200。
电泳线主链需在距机器人距离不超过30米地方可提供用于编码器安装的驱动减速机或张紧轮,。
其他工程前提 电 源:三相 380V +10%/-15% 50Hz; 压缩空气:压力:0.6MPa,50 um无油无水气源,每个工作单元保证流量1000L/min; 环境温度:5~45℃; 环境湿度:~95%(无结露); 地基承载:地基承载大于3吨/平方米,地板厚度大于250mm。
二、Layout 平面图(参考)
三、工艺过程描述
1 电泳线上件
1.1 轮毂由焊装线输出后到达R1(电泳线上件机器人)工位,由对中机构将3个轮毂按间距530mm对中,R1机器人同时夹取对中好的3只轮毂。
1.2 输送链同步机构收到触发信号,利用主链取出的信号与主链链速一致,开始跟踪。速度同步后,夹具夹持挂具同速移动。
1.3 机器人得到同步机构夹持信号后,R1机器人夹取工件放到挂具上。
1.4 R1机器人退出挂件区域,回到轮毂定位机构上方。
1.5 同步机构松开,退回到起始位置。
2 电泳线下件
2.1 输送链同步机构收到触发信号,利用主链取出的信号与主链链速一致,开始跟踪。速度同步后,夹具夹持挂具同速移动。
2.2 视觉系统检测挂具上轮毂种类和中心位置,
2.3 机器人得到同步机构夹持信号和轮毂种类后,R1机器人夹取挂具上的工件。
2.4 机器人离开下件输送线区域后,同步机构松开,退回到开始位置。
2.5 R2机器人放件到输送线上方。
2.6 输送线输出工件,机器人回到取件点。
3 R1机器人上件夹具
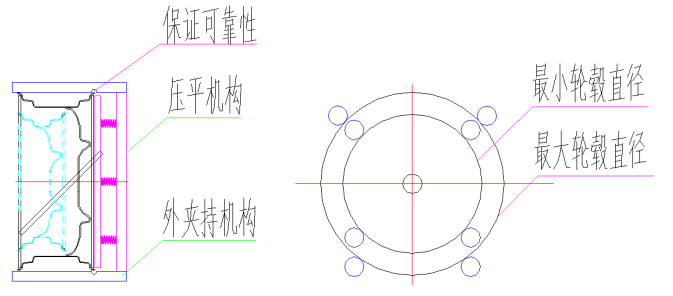
夹具拟采用外夹持的方式来搬运轮毂,每次夹取一个挂具上的3个轮毂。 取件时,夹具一半固定不动,另一半移动夹住轮毂。 放件时,轮毂被夹具压在挂具上,同时向下滑动,将轮毂挂在挂具上,同时确保3点接触。 外夹持夹杆上配有滚轮,以配合轮毂边缘的形状,减少夹具的磨损,增加夹具寿命,保证夹持稳定可靠。 夹具结构示意如下所示:(草案)
夹具拟采用外夹持的方式来搬运轮毂,每次夹取一个挂具上的3个轮毂。 取件时,夹具先伸入挂具,由下向上托起轮毂,同时夹具另一半移动加紧工件。 放件时,机器人先检测是否工件被输出,之后放件到滚筒线。 外夹持夹杆上配有滚轮,以配合轮毂边缘的形状,减少夹具的磨损,增加夹具寿命,保证夹持稳定可靠。
| 

 狗仔卡
狗仔卡 发表于 2019-11-14 17:49:41
发表于 2019-11-14 17:49:41

 提升卡
提升卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 显身卡
显身卡